- 01: Introduction
- 02: History
- 03: Propellants, Firearms, and Ammunition Development
- 04: Modern Firearms Manufacture
- 05: Small Arms Ammunition
- 06: Evidence Handling Procedures
- 07: Equipment and Instrumentation
- 08: Examination of Firearms
- 09: Cartridge and Shotshell Examination
- 10: Characterization and Evaluation of Fired Projectiles
- 11: Bullet Comparison and Identification
- 12: Gunshot Residue and Distance Determination
- 13: Toolmark Identification
- 14: Communicating Results
- Resources





Broached
Home > Modern Firearms Manufacture > Rifled Barrels > Cut Rifling > Broached
Like single-point, broached rifling is a form of cut rifling. In the manufacturing of many identical barrels, the extra cost of this special tooling and equipment is easily offset by the improved rate of production.
Broaching removes metal in shallow passes with multiple inline cutting surfaces, each progressively larger than the previous. Broaching provides a high level of dimensional control, making it an excellent technology for barrel making.

Rifling broach
A rifling broach is a long rod with a series of cutter discs perpendicular to the axis of the rod. The broach is a piece of steel alloy that provides strength. The discs are produced by milling away parts of a larger diameter stock piece, leaving the discs standing upright on the support rod.
Each disc on the broach is a mirror image of the final rifling profile to be produced. Viewed perpendicular to the support rod, each disc has protruding cutting edges around the circumference that will cut the grooves in the barrel. Between the cutters the diameter is less, allowing room between the barrel and the disc for coolant flow and chip removal. If the second disc on the rod is measured, its cutting edges will be slightly larger than the first (usually only one or two ten-thousandths of an inch). Each successive disc on the broach is slightly rotated from the others to correspond with the desired twist rate.

Closeup of a rifling broach
Like all broaching operations, rifling with a broach removes a very small amount of material with each cutter. It is the total array of cutting surfaces on the broach that creates a finished rifled barrel. A single broach is commonly as long as the barrel to be made and has twelve to more than twenty-four discs spaced one-half to one inch apart. A pilot section on the leading end of the broach rides on the bore surface to ensure that the broach is aligned. Once the cutter discs begin entering the barrel, the process is largely self-aligning.
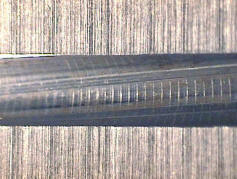
A cutaway of the inside of a barrel shows the
grooves and lands with original drilling marks
For rifling, the barrel is held in a rotating clamp that turns the barrel during the broaching operation, creating the desired twist. A power unit pulls the broach completely through the rotating barrel.
Metal chips binding against the barrel before being flushed cause unique marks on the lands due to broaching. A handful of manufacturers use broaches that broach the lands as well as cut the grooves. If aggressive enough, this type of broaching can remove nearly all traces of drill and reamer marks.
