- 01: Introduction
- 02: History
- 03: Propellants, Firearms, and Ammunition Development
- 04: Modern Firearms Manufacture
- 05: Small Arms Ammunition
- 06: Evidence Handling Procedures
- 07: Equipment and Instrumentation
- 08: Examination of Firearms
- 09: Cartridge and Shotshell Examination
- 10: Characterization and Evaluation of Fired Projectiles
- 11: Bullet Comparison and Identification
- 12: Gunshot Residue and Distance Determination
- 13: Toolmark Identification
- 14: Communicating Results
- Resources





Forging
Home > Modern Firearms Manufacture > Gross Metal Forming Operations > Forging

Original hammer forging
Forging is the hammering of a metal part into shape. It is among the oldest of the metalworking arts. The classic blacksmith pounding a hot metal part on his anvil is hand forging.
Early gun barrels were commonly formed by hand forging a thick piece of iron or steel around a rod of known diameter, called a mandrel. The smith worked the hot steel around the mandrel and fused the two edges together to form a tube. Once the metal cooled, the mandrel could be removed and a gun barrel with a relatively straight hole of constant diameter resulted. Although forming the basic tube with a mandrel was abandoned for muskets, rifles, and handguns long ago, it was used to manufacture thin-walled shotgun barrels until the twentieth century. The part being forged may be hot or cold; most forging operations used in the manufacture of major firearms components are performed on glowing hot metal. Glowing metal is easier to work with and less likely to break during shaping than cold metal. In addition to producing a required shape, metal molecules are compressed for greater strength. Cold forging may be performed on smaller parts and is often called swaging (“SWAY-ging” with a soft “g” as in “George”).
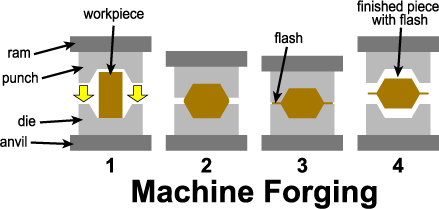
For labor savings and repeatability in mass production, machine forging is primarily used today. Machine forging yields a product with consistent gross size and shape from tooling attached to the surfaces that contact the metal. The tooling, called dies, carries the negative impression of the part to be produced, just as a casting mold is the negative of the final product. Typically, two dies are used to shape both sides of the part simultaneously.
)
Drop forged and corresponding
finished parts of a revolver
In hammer forging, or drop forging, one die is on the stationary anvil block and the other on the ram or drop hammer. Machinery lifts the heavy ram, which may weigh several tons, vertically above the workstation. An operator or robotic unit places the glowing metal on the anvil and the entire ram freefalls onto it, delivering a tremendous blow. The hot metal yields to the force and assumes the shape of the dies. Both open and closed die forging can be performed. Closed die forging is used where any excess metal flow needs to be controlled.
Press forging uses similar tooling; the force is applied slowly instead of one or two sharp blows. Press forging, like closed die forging, allows excellent control of the material.
The benefits of machine forging include the following:
- Production of iron alloy parts with great strength and durability.
- Metal is heated but not melted, minimizing variations in grain structure.
- The ratios of the alloying materials are more easily maintained than in casting, where the metal becomes fully molten.
- Forging in well-designed dies allows the control of the grain structure in the metal.
- Control of natural flow lines that forging creates can be used to design areas in the part that require special stress-strain performance.
- Forging drives molecules closer together, improving durability.
Because of these benefits of forging, it is usually called on for the most demanding parts of a firearm, particularly the frame or receiver, the bolt mechanism, and the cylinder in revolvers. For years, the best gunmakers have touted their forged parts as an indication of quality. The advent of high-strength investment casting has placed another player in the race for top-performing materials. However, many gun owners consider forged parts to be a key indication of quality.
