- 01: Introduction
- 02: History
- 03: Propellants, Firearms, and Ammunition Development
- 04: Modern Firearms Manufacture
- 05: Small Arms Ammunition
- 06: Evidence Handling Procedures
- 07: Equipment and Instrumentation
- 08: Examination of Firearms
- 09: Cartridge and Shotshell Examination
- 10: Characterization and Evaluation of Fired Projectiles
- 11: Bullet Comparison and Identification
- 12: Gunshot Residue and Distance Determination
- 13: Toolmark Identification
- 14: Communicating Results
- Resources





Cup and Draw Operation
Home > Small Arms Ammunition > Projectiles > Cup and Draw Operation
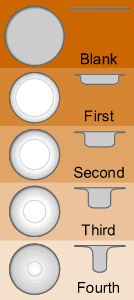
Draw operation and
expanded bullet
Jackets are traditionally produced in cup and draw operations. A shallow cup is formed from a sheet of metal in a cupping press. Dies and punches in the press blank out a disk of the sheet metal and simultaneously form it into a shallow cup. The basic requirements for cups are concentric wall thickness and relatively even tops. The jacket is ultimately trimmed to meet specifications.
A jacket that is not much taller than it is wide (some handgun bullets) can often be used directly from the cupping press if the initial sheet material’s thickness is close to the desired jacket thickness. For rifle bullets where the jacket can be two or more times the diameter of the bullet in length, the cup must receive additional processing. This is performed by the draw operation.
In metalworking, drawing a part refers to stretching it under controlled conditions, while reducing the diameter. The control is provided by a die and punch set that maintains constant contact with the jacket walls, ensuring equal stresses at all points on the bullet and controlling concentricity. The draw operation targets the sidewalls of the cup. The resulting part looks like a metal test tube, with a rounded base.
In drawing, several dies may be used in conjunction with one punch. This progressive draw tooling is known as a die stack. The tooling designer must consider the reduction in wall thickness and diameter that the stack must produce. All the dies and the punch must make full contact with the jacket so that no unworked metal remains when the part exits the die stack.

Expanded bullet
A benefit of drawing for hunting bullets is controlled expansion. Drawing elongates metal grains parallel to the long axis of the jacket. This forms natural parting lines, allowing the jacket to peel back on itself upon impact. Elongation is more prevalent toward the open end and less toward the closed base; the peeling starts quickly and then slows.
Advantages of controlled expansion:
- Bullet maintains integrity after impact.
- Bullet tends to remain in target.
- Energy dissipates more quickly on target.
